În sistemele de conducte industriale, fiabilitatea fiecărui fiting determină integritatea întregii rețele. Printre componentele cele mai esențiale se numără tea egală de sudură cap la cap - un fiting de țeavă care permite ca fluxul să fie divizat sau îmbinat la o ramificație de 90 de grade, menținând în același timp diametrul egal în toate cele trei ieșiri. Indiferent dacă proiectați o fabrică de proces, o instalație de tratare a apei sau o conductă de petrol și gaze, înțelegerea teurilor egale de sudură cap la cap este fundamentală pentru a lua deciziile de inginerie corecte.
Ce este un teu egal cu sudură cap la cap?
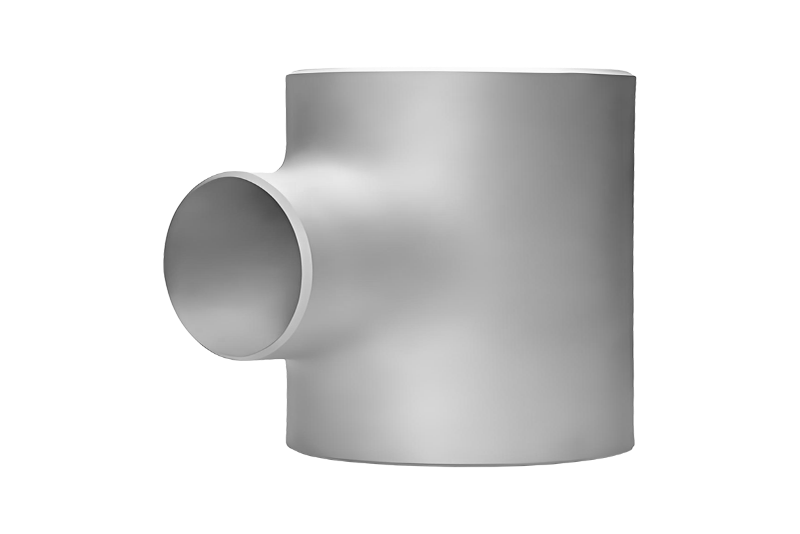
A teu egal de sudare cap la cap , denumită în mod obișnuit un teu drept sau un fiting în T egal, este un fiting de țeavă în formă de T în care toate cele trei porturi de conectare au aceeași dimensiune nominală a țevii (NPS). Este proiectat pentru a fi îmbinat cu țevile adiacente prin sudură cap la cap - un proces în care capetele țevilor sunt aliniate față în față și topite împreună folosind căldură. Această metodă produce o îmbinare permanentă, etanșă, cu o integritate structurală comparabilă cu conducta în sine.
Denumirea „egale” înseamnă că conducta de rulare și conducta de derivație au diametre identice. Acest lucru contrastează cu un tee reducător, unde orificiul de evacuare a ramurilor este mai mic decât cursul. Teurile egale sunt preferate atunci când este necesară o distribuție uniformă a fluxului în toate direcțiile dintr-un singur punct de joncțiune.
Cum funcționează sudarea cap la cap pentru fitingurile T?
Sudarea cap la cap este una dintre cele mai bune metode structurale de îmbinare a componentelor țevilor. Procesul implică pregătirea capetelor țevii și a capetelor de montare cu un unghi de teșire specific - de obicei între 30° și 37,5° - pentru a crea o canelură care permite materialului de umplutură de sudură să pătrundă adânc și să formeze o sudură cu penetrare completă. Când este executată corect, îmbinarea sudată atinge o eficiență de aproape 100%, ceea ce înseamnă că poate susține aceeași presiune nominală ca materialul de bază.
Pentru o sudură cap la cap egală cu T, sunt necesare trei suduri cap la cap separate - două la capete de rulare și una la ieșirea de ramificație. Calitatea fiecărei suduri este critică. În aplicațiile de înaltă presiune sau de temperatură înaltă, testele nedistructive (NDT) cum ar fi testarea radiografică (RT) sau testarea cu ultrasunete (UT) sunt efectuate după sudare pentru a verifica integritatea fiecărei îmbinări.

Materiale obișnuite utilizate pentru teuri egale de sudură cap la cap
Teurile egale cu sudură cap la cap sunt fabricate într-o gamă largă de materiale pentru a se potrivi diferitelor medii de service. Alegerea materialului afectează direct rezistența la coroziune a fitingului, toleranța la temperatură și rezistența mecanică. Mai jos sunt cele mai utilizate materiale:
- Oțel carbon (ASTM A234 WPB): Cel mai utilizat material pentru conducte de uz general. Oferă o rezistență bună la un cost moderat și este potrivit pentru temperaturi de la -29°C până la 427°C.
- Oțel inoxidabil (ASTM A403 WP304/316): Preferat în medii corozive, cum ar fi procesarea chimică, alimente și băuturi și aplicații marine. Gradul 316 oferă rezistență superioară la coroziunea indusă de clorură.
- Oțel aliat (ASTM A234 WP11/WP22): Folosit în sisteme de înaltă temperatură și presiune, cum ar fi cazane electrice și rafinării. Aliajele de crom-molibden oferă o rezistență sporită la fluaj.
- Oțel inoxidabil duplex și super duplex: Aleget pentru aplicații offshore și submarine în care atât rezistența, cât și rezistența la coroziune sunt critice.
- Aliaje de nichel (Inconel, Monel, Hastelloy): Se aplică în medii extreme care implică substanțe chimice agresive, temperaturi foarte ridicate sau condiții criogenice.
Standarde și specificații dimensionale cheie
Teurile egale cu sudură cap la cap trebuie să respecte standardele dimensionale și materiale recunoscute la nivel internațional pentru a asigura compatibilitatea între sistemele de conducte. Echipele de achiziții și de inginerie trebuie să verifice întotdeauna dacă fitingurile îndeplinesc specificațiile aplicabile înainte de instalare.
| Standard | Domeniul de aplicare |
| ASME B16.9 | Fitinguri forjate de sudura cap la cap fabricate din fabrica (dimensiuni si tolerante) |
| ASME B16.28 | Coturi și întoarceri cu rază scurtă (referit alături de B16.9) |
| ASTM A234 | Fitinguri de țevi din oțel carbon și aliat pentru temperaturi moderate și ridicate |
| ASTM A403 | Fitinguri din oțel inoxidabil austenitic forjat |
| MSS SP-75 | Fitinguri de sudură cap la cap forjate de înaltă încercare pentru servicii de înaltă presiune |
| EN 10253 | Standard european pentru fitingurile pentru țevi de sudare cap la cap |
Programele de grosime a peretelui (Sch 10, Sch 40, Sch 80, Sch 160, XXS) determină capacitatea de presiune a fitingului. Schema trebuie să se potrivească cu țeava de conectare pentru a asigura un orificiu intern curățat și o pregătire adecvată a sudurii.
Metode de fabricație: Cum sunt produse tees egale?
Metoda de producție afectează proprietățile mecanice, finisajul suprafeței și precizia dimensională a fitingului. Cele două abordări principale de producție sunt:
Formare la cald (metoda de extrudare)
Acesta este cel mai comun proces de fabricație pentru teuri cu diametru mai mare. O țeavă sau o placă preformată este încălzită și apoi presată hidraulic într-o matriță pentru a forma forma T. Ramura este extrudată spre exterior din circuitul principal. Această metodă produce o armătură fără sudură sau aproape fără sudură, cu o structură de granulație excelentă și o grosime uniformă a peretelui, făcându-l foarte potrivit pentru aplicații critice de presiune.
Formare la rece
Folosit predominant pentru teuri cu diametru mai mic (de obicei sub DN 50), formarea la rece presupune presarea materialului la temperatura camerei. Această metodă oferă toleranțe dimensionale strânse și un finisaj curat al suprafeței, dar poate introduce tensiuni reziduale în material. Tratamentul termic post-formare este adesea aplicat pentru a reduce aceste tensiuni, în special pentru clasele de oțel inoxidabil.
Aplicații în diverse industrii
Teul egal cu sudură cap la cap este un fiting universal care se găsește în aproape fiecare sector care utilizează conducte presurizate. Versatilitatea sa de design și îmbinările sudate puternice îl fac aplicabil în condiții solicitante în care alte tipuri de conexiune pot eșua.
- Petrol și gaze: Folosit pe scară largă în conductele din amonte, mijloc și aval pentru a ramifica fluxul către separatoare, schimbătoare de căldură și rezervoare de stocare.
- Prelucrare petrochimică și chimică: Necesar la liniile de alimentare a reactorului, coloanele de distilare și sistemele de dozare a substanțelor chimice în care performanța fără scurgeri este obligatorie.
- Generare de energie: Se găsește în sistemele de distribuție a aburului, liniile de alimentare cu apă a cazanelor și circuitele de apă de răcire atât în centralele convenționale, cât și în cele nucleare.
- Tratarea apei și a apelor uzate: Folosit în colectoarele de distribuție și în conductele de proces, unde rezistența la coroziune și durata de viață lungă sunt prioritare.
- Produse farmaceutice și de prelucrare a alimentelor: Teuri egale din oțel inoxidabil de calitate igienic, cu gaură interioară netedă și finisaje electrolustruite previn dezvoltarea bacteriilor și asigură puritatea produsului.
- Constructii navale si platforme offshore: Teurile din oțel duplex de calitate marină sunt utilizate în sistemele de răcire cu apă de mare și de balast la bordul navelor și structurilor offshore.
Cele mai bune practici de instalare pentru teuri egale cu sudură cap la cap
Instalarea corectă este la fel de critică ca și alegerea materialului. O armătură de înaltă calitate poate fi compromisă de o tehnică slabă de sudare, o pregătire inadecvată sau o aliniere necorespunzătoare. Următoarele bune practici ajută la asigurarea unei instalări fiabile și de lungă durată:
Pregătirea capătului țevii
Toate capetele țevilor și capetele fitingurilor trebuie să fie curate, fără rugină, soltar, vopsea, ulei sau umezeală înainte de sudare. Unghiurile de teșire trebuie să se potrivească cu pregătirea capătului fitingului - de obicei 30° pentru fitingurile conforme cu ASME B16.9. Utilizați unelte mecanice de teșire sau tăiere cu plasmă cu șlefuire pentru a obține o muchie precisă. Teșiturile nealiniate cresc riscul de fuziune incompletă și defectele de sudură.
Potrivire și aliniere
Sudați fitingul în cel puțin trei poziții la distanță egală înainte de a finaliza trecerea la rădăcină. Asigurați-vă că alezajul intern este la nivel pentru a preveni turbulențele, eroziunea sau coroziunea în crăpături la îmbinare. Utilizați cleme de aliniere a țevilor sau instrumente de montare pentru a menține concentricitatea pe tot parcursul procesului de sudare. Nealinierea – chiar și cu câțiva milimetri – poate crea puncte de concentrare a stresului care reduc viața la oboseală.
Tratament termic pre-încălzire și post-sudare (PWHT)
În funcție de material și grosimea peretelui, poate fi necesară preîncălzirea pentru a preveni fisurarea hidrogenului. Țevile din oțel carbon cu grosimi de perete de peste 25 mm necesită de obicei preîncălzire la cel puțin 150°C. După sudare, PWHT poate fi impus de codurile aplicabile (ASME B31.3, EN 13480) pentru a reduce tensiunile reziduale, în special în instalațiile din oțel aliat și din oțel carbon cu pereți groși.
Inspecție post-instalare
După sudare, fiecare îmbinare trebuie inspectată vizual, urmată de NDT adecvată clasei de serviciu. Pentru servicii critice (Clasa 1 conform ASME B31.3), testarea 100% radiografică sau ultrasonică a fiecărei suduri este standard. Testarea presiunii hidrostatice sau pneumatice a ansamblului finalizat verifică etanșeitatea sistemului înainte de punere în funcțiune.
Compararea teurilor egale cu sudură cap la cap cu alte metode de îmbinare a teurilor
Nu toate fitingurile tee folosesc sudura cap la cap. Înțelegerea modului în care această metodă se compară cu alternativele îi ajută pe ingineri să selecteze soluția potrivită pentru fiecare context de aplicație.
| Tip conexiune | Presiune nominală | Dezasamblarea | Cel mai bun caz de utilizare |
| Sudura cap la cap | Cel mai înalt | Nu (permanent) | Sisteme de înaltă presiune, temperatură ridicată |
| Filet (NPT) | Scăzut spre moderat | Da | Linii utilitare de joasă presiune, cu diametru mic |
| Sudura prin priză | Moderat spre ridicat | Nu | Conductă de înaltă presiune, cu alezaj mic (≤DN 50) |
| Flanșată | Înalt | Da | Acolo unde este necesară întreținerea sau îndepărtarea frecventă |
Teurile egale cu sudură cap la cap se remarcă prin capacitatea lor de a face față celor mai solicitante condiții de service, menținând în același timp sistemul complet etanșat, fără garnituri, etanșări sau filete care s-ar putea degrada în timp.
Selectarea teului egal cu sudură cap la cap potrivit pentru proiectul dvs
Alegerea corectă a teului egal implică mai mult decât simpla potrivire a diametrului țevii. Inginerii trebuie să ia în considerare mai mulți parametri tehnici simultan pentru a se asigura că fitingul funcționează fiabil pe durata de viață prevăzută.
- Dimensiunea nominală a conductei (NPS) și programul: Trebuie să se potrivească cu țeava conectată pentru a asigura continuitatea structurală și golul corect de sudură.
- Presiunea și temperatura de proiectare: Încrucișați tensiunile admisibile ale materialelor din ASME Secțiunea II Partea D față de condițiile maxime de funcționare ale sistemului.
- Compatibilitate cu fluide: Verificați dacă materialul de fiting este compatibil chimic cu fluidul de proces, inclusiv urme de contaminanți și agenți de curățare.
- Starea tratamentului termic: Specificați starea normalizată, recoaptă sau recoaptă în soluție, conform cerințelor standardului de material aplicabil.
- Inspecție și certificare terță parte: Pentru servicii critice, solicitați rapoarte de testare a materialelor (MTR), identificare pozitivă a materialului (PMI) și certificare terță parte de la organisme precum Lloyd's, Bureau Veritas sau DNV.
Investirea de timp în specificații corespunzătoare previne eșecurile costisitoare, opririle neplanificate și incidentele de siguranță. Un teu egal cu sudură cap la cap, atunci când este specificat, fabricat și instalat corect, va oferi decenii de servicii fiabile chiar și în cele mai dificile medii industriale.

 17-11-2025Citește mai mult
17-11-2025Citește mai mult 17-11-2025Citește mai mult
17-11-2025Citește mai mult